



COMPANY PROFILES
企业简介
辽宁海通数控机床有限公司成立于2007年,是专业开发、研制、生产单双柱立式车床、摇臂钻床等设备的专业生产厂家。产品具有品种多、规格全、质量优良等特点。
公司实力雄厚,加工设备精良。多年来被国家及省市有关单位授予了:高新技术企业、先进单位、诚实守信、重合同守信用、技术创新单位等光荣称号,并通过ISO9001质量管理体系认证及CE认证。本公司生产的机床设备销往全国及世界各地,设计先进、性能可靠、操作简单、使用灵活、精度高、高性价比和完善的售后服务赢得了广大用户的一致好评。
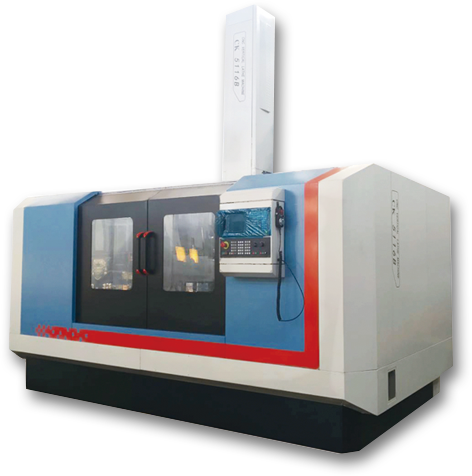
CK51 数控单柱立式车床
采用西门子828D数控系统(可选用发那科,广数等品牌),同时具有全手动操作功能;
机械四档+变频电机无级调速/两档+大扭矩直流调速电机无级调速,恒功率范围宽,扭矩大,具有车螺纹和恒线速车削等功能;


手机站
CopyRight @ 辽宁海通数控机床有限公司 备案号:辽ICP备2020014940号-1
















 客户服务
客户服务

 在线留言
在线留言
